
衝床送料機送料不(bú)準的原因
2022-10-11(2244)次瀏覽
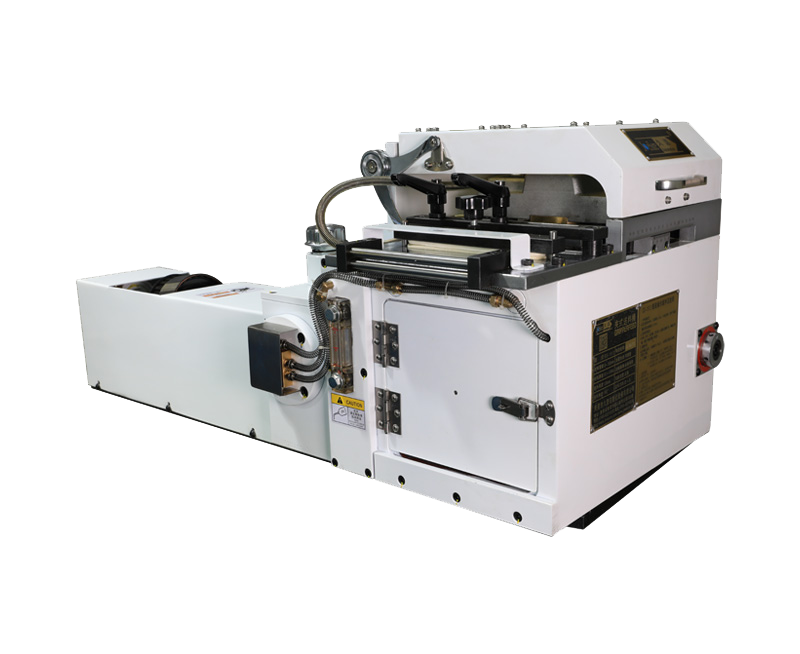
在現代化的公司中,機(jī)器設備是必不可(kě)少的輔助材料運輸工具,而隨著衝壓行業的不斷(duàn)發(fā)展,大部分企(qǐ)業都已經采用了自動化生產線來提升生產效率、產品質量,在使用過程中往往需要(yào)隨著衝壓品類的不同,需要更換不同材質材料進行生產。衝床送料機在自動化衝(chōng)壓生產線中的作用(yòng)是對衝床進行(háng)不間斷,按照設定進行規律送料,能夠改變傳統的人工送(sòng)料模式,那麽衝床送料機送料不(bú)準的原因是有哪些呢?下麵色多多污污(xié)小編來給大(dà)家(jiā)介(jiè)紹。
衝床送料機送料不準的原因:
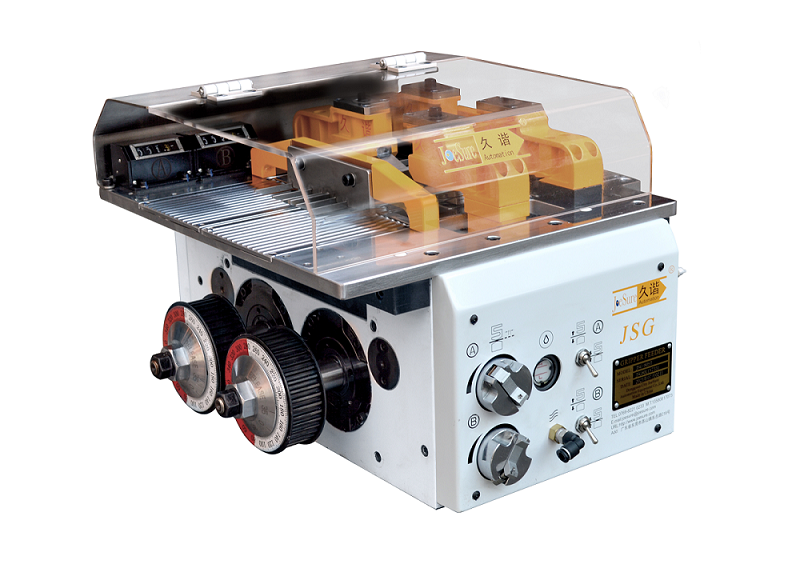
大家都知道精密(mì)衝壓加工領域(yù)使用的模具都配有導正銷,以對(duì)每次送入模具內材料長(zhǎng)度進行校正,確保衝壓(yā)加工生產(chǎn)之(zhī)精度,而(ér)這個校正要想真正實現則必須衝床送料機配備有放鬆(sōng)裝置來搭配實現,在模具導正銷尖端進入到衝壓材料後(hòu),送料機(jī)滾筒夾料正好(hǎo)處於放鬆狀態,這時(shí)導正銷才能及時的修正(zhèng)誤差,而這個(gè)放鬆時間就是(shì)送料機(jī)的放(fàng)鬆(sōng)角度(dù)。
料機")
隻是在實(shí)際使用(yòng)時,不少操作人員是第一(yī)次(cì)使用衝床(chuáng)送料(liào)機,在為衝床衝床更換新的模具後,往往隻記得對送料機高度進行調整(因為更換模具後,模高不同,送料高度需要變化這個很直觀),卻忽視了送料機放鬆角度的調整,這時就會出現送料不準的現象(xiàng),操作人員(yuán)因對(duì)送料機不太熟悉也往往想(xiǎng)不到問題所在(zài),此時操作人員就會抱怨說送料機不好,隻能(néng)適用於一種模具,其實這是因為衝床送料機放鬆角度未能正(zhèng)確調(diào)整帶來的送料不準。
這時可能不少客戶會(huì)有疑惑,衝(chōng)床送料機送料角度一般隻要在270度-350度範圍內(nèi)即可,為什麽放鬆角度卻要那麽精準呢(ne)? 專業送料機廠家在此回答:其實這個問題的原因很簡單,那就是每(měi)套模具的衝壓(yā)工藝不同,因此模具厚度,導正銷的(de)長度就不一樣(yàng),導正銷長度的變化(huà)就(jiù)會使得導正銷插入材料的時間不(bú)同。
這個時間變化(huà)了,若放鬆角度的(de)時間仍是(shì)按以前的(de)就未正確實現夾料放鬆,使得導正銷的導(dǎo)正(zhèng)功能未能(néng)真(zhēn)正實現最終就導致了送(sòng)料長度(dù)的不準。因此更換(huàn)模具後對(duì)衝床送料機的送料角度調節是(shì)必不可少的一個環節,調整的標準是當模具導正銷進入材(cái)料孔位後放鬆,模具上升時導位針在未出(chū)材料針孔前送料(liào)機夾緊材料(liào)為基本準則,這樣才(cái)能真正確保衝床衝壓生產高精度的進行。
以上內容就是對衝床送料(liào)機送料不(bú)準的原因的介紹了(le),隨著(zhe)衝床送料機在衝壓行業的流傳,機(jī)器的使用率也越來越高,在(zài)衝床送料機衝壓生產過程中,為了(le)提高送料的精度和效率,我們往往需要調整衝壓孔距以及整定時間,以滿足客戶的要求,使設(shè)備能夠達到高性能狀態運轉,而且(qiě)還為客戶節省了人工(gōng)成本,大大提高了衝床自動送(sòng)料機在市場上的競爭力度。


推薦新(xīn)聞
-

nc送(sòng)料機壓料壓力怎麽調節?
nc送料(liào)機是用於金屬卷料輸送,實現自動化生產的一種機器,采...
-

衝(chōng)床送料(liào)機都有哪些分類?
送料機有(yǒu)很多(duō)種,而衝床送料機主要是針對(duì)衝床衝壓生產自(zì)動送...
-

nc送料機不自動送料怎麽辦?
隨著NC伺(sì)服送料機的問世,我(wǒ)們都知道伺(sì)服NC伺服(fú)送料機是一款...
-
NC送(sòng)料機電子凸輪設置主要有哪幾個關鍵步驟?
NC送料機用於將材(cái)料按照設定的長度以及次數送入衝床模具內進...
-
送料機(jī)工作時一直有(yǒu)推(tuī)力怎(zěn)麽(me)處理?
送料機是市場上使用範圍最廣(guǎng)泛的一(yī)種(zhǒng)卷料送料機設備,自動的...
熱門新聞
-

衝床自動送料機的種類(lèi)及各自己的特點有(yǒu)哪些?
送料機有很多種,而衝床自動送料機主要是針對衝床衝壓(yā)生產自(zì)...
-

衝床(chuáng)送(sòng)料機送(sòng)料不準或偏料怎樣解(jiě)決?
衝床送料機(jī)適(shì)用於衝床日益(yì)增長的持續衝壓需求,它的連續衝壓...
-

nc伺服送料機怎麽調鬆緊程度
隨著衝壓行業的不斷發(fā)展,絕大部分企業都已經(jīng)采用了自動化生...
-
伺服送料機正確操(cāo)作方法
隨著科學技術的飛速發展,越來越多的企業采用自動送料(liào)的科學...
-

送料機安裝調(diào)試步驟(zhòu)
送料機(jī)是實現(xiàn)卷料自(zì)動化衝壓生產的輔助周邊設備,是目前很多(duō)...
聯係我們

24小時服務電話135-8081-7073
—— 加微信直接溝通



 135-8081-7073
135-8081-7073